By: Business Enterprise Development Division
The Institute for Small-Scale Industries (ISSI) at the University of the Philippines Diliman recently conducted a learning session via Zoom on efficient manufacturing systems, led by Mr. Ferdinand Reynold G. Manegdeg and Mr. Jeffrey Sumalabe. Mr. Manegdeg is a University Extension Specialist V at ISSI and the division head of the Business Enterprise Development Division. Meanwhile, Mr. Sumalable is a University Extension Specialist II assigned to the Research Division of ISSI. The learning session drew on the DAP-APO Virtual Session/Workshop on Waste Management in Manufacturing SMEs through MFCA and Lean.
 The learning session aimed to address one key question, i.e., how could micro, small, and medium enterprises (MSMEs) engaged in manufacturing boost their profits? The typical response from many MSME owners is to either increase their production output level or raise the selling price of their goods. Although intuitively appealing, these responses come with a considerable cost, which would offset any projected profit margin growth. In particular, raising the selling price of products would require manufacturers to invest in research and development to improve these products and justify their new proposed price. On the other hand, increasing the production output level would force manufacturers to procure more equipment and raw materials and hire more workers. Thus, the biggest challenge that manufacturers face in driving their profits up is to do so in a way that also keeps their expenses to an absolute minimum. This is where Material Flow Cost Accounting (MFCA) and Lean Manufacturing Systems (LMS) come in.
The learning session aimed to address one key question, i.e., how could micro, small, and medium enterprises (MSMEs) engaged in manufacturing boost their profits? The typical response from many MSME owners is to either increase their production output level or raise the selling price of their goods. Although intuitively appealing, these responses come with a considerable cost, which would offset any projected profit margin growth. In particular, raising the selling price of products would require manufacturers to invest in research and development to improve these products and justify their new proposed price. On the other hand, increasing the production output level would force manufacturers to procure more equipment and raw materials and hire more workers. Thus, the biggest challenge that manufacturers face in driving their profits up is to do so in a way that also keeps their expenses to an absolute minimum. This is where Material Flow Cost Accounting (MFCA) and Lean Manufacturing Systems (LMS) come in.
What is MFCA?
MFCA, Mr. Manegdeg explained, is a method that allows entrepreneurs to identify improvement opportunities in terms of material consumption and accrual of costs. For illustration’s sake, Mr. Manegdeg asked the participants to picture a company that converts raw lumber into furniture. Raw or untreated lumber has a short lifespan and is susceptible to rotting and insect infestation. As such, the furniture company must treat the lumber before making anything out of it. Treating lumber, however, requires certain chemicals, equipment, specialists, and workspace, which increase the overhead cost of making furniture. The process likewise leaves behind harmful wastes, e.g., plastic chemical containers and fumes from press machines, which again requires money for proper disposal. And, since treating wood is a complex and multilayered process, the company can produce only a few pieces of furniture for a given period, resulting in a suboptimal sales performance. How, then, can this company apply MFCA in its operations plan? The answer is to transform the company’s operations plan into a graph chart representing the expenses that the company incurs in every production stage. The graph will look something similar to the one below.

As the graph shows, stage 3 is the highest cost driver, with around 60% of the company’s expenses going to labor. Armed with that information, the furniture company is ready to ask the following questions: what keeps the labor, energy, or material cost high? Is the machine the workers use outdated and bulky, so much so that several employees have to operate it at the same time? Are the machines powered by electricity, which is more expensive than natural gas? Is the company spending a lot of time doing something that it can outsource? Do the workers lack protective equipment, e.g., facemasks, which make it difficult for them to work for hours on end? Does the assembly line produce so much waste that the company needs to hire a waste disposal team? How can the furniture company lower its operating cost? The company could address all these questions through LMS, which Mr. Sumalabe discussed in depth in the following part of the learning session.
What is LMS?
 LMS, as Mr. Sumalabe described it, is a production method that minimizes production time and the response time from suppliers and customers. While MFCA shows MSME owners their production-related expenses, LMS helps them determine how to attenuate these expenses. LMS was popularized in the 1920s by Toyoda Automatic Loom Works (the progenitor of Toyota Motors) through its groundbreaking “Type-G” automatic loom. This machine featured a non-stop shuttle change motion and an automatic thread replacement system, which sped up fabric production and reduced the number of required laborers. Faster production meant greater production output level, and fewer laborers entailed lower labor costs.
LMS, as Mr. Sumalabe described it, is a production method that minimizes production time and the response time from suppliers and customers. While MFCA shows MSME owners their production-related expenses, LMS helps them determine how to attenuate these expenses. LMS was popularized in the 1920s by Toyoda Automatic Loom Works (the progenitor of Toyota Motors) through its groundbreaking “Type-G” automatic loom. This machine featured a non-stop shuttle change motion and an automatic thread replacement system, which sped up fabric production and reduced the number of required laborers. Faster production meant greater production output level, and fewer laborers entailed lower labor costs.
LMS, according to Mr. Sumalabe, distinguishes between value-adding and non-value-adding activities. The latter is any activity for which customers are unwilling to pay or are of no value to them. It comes in at least seven forms, i.e., overproduction; excess motion (operator or machine); excess waiting (operator or machine); excess transportation; over processing; excess inventory; and defect, rework, and scrap. The chart below shows the specific examples or causes of these non-value-adding activities and the remedies for them. (Notice that the furniture company in the earlier example can learn from the remedies for excess inventory and overprocessing).

Key Terms in LMS Defined
Many of the non-value adding activities, as table 1 shows, require more or less the same remedies. Mr. Sumalabe discussed them one by one in the following section of his presentation.
- 5S
5S is a system of workplace organization that helps get the “junk” out of the work area and provides a set of procedures to keep it that way. In particular, 5S stands for Seiri (Sort) meaning eliminate the clutter; Seiton (Set in Order) meaning a place for everything and everything in its place; Seiso (Shine) meaning clean everything inside and out; Seiketsu (Standardize) meaning keep checklists, charts, etc. and make them visual; and Shitsuke (Sustain) meaning maintain discipline through the implementation of continual improvements of systems and culture.
For a manufacturing MSME, 5S means (1) clearly separating the needed from the not needed items (Seiri); (2) arranging and labeling items or tools in such a way that makes them easy to identify or store (Seiton); (3) regularly and thoroughly sanitizing the workplace (Seiso); (4) establishing specific procedures to ensure compliance with the first 3S (Seiketsu); (5) and training people to maintain good work habits (Shitsuke).
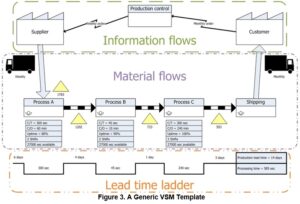
- Value Stream Mapping (VSM)
VSM (Figure 3) is a visualization of all the components or flowchart documenting the processes required to make and deliver a product or service. This graph helps the enterprise identify sources of wastes or non-value adding activities.
- Total Productive Maintenance (TPM)
TPM is a business operations strategy that requires every employee to participate in both the improvement of production practices and the care and preservation of any workplace equipment. TPM has the following eight pillars. The first is Autonomous Maintenance, which expects employees to monitor the condition of the equipment assigned to them. The second is Focused Improvement, which, as the name suggests, demands employees to regularly look for ways to incrementally enhance production processes. The third is Planned Maintenance, which looks into preventing the machine from breaking down by anticipating its potential downtimes. The fourth is Quality Maintenance, which examines whether maintenance procedures are themselves adequate. The fifth is Early Equipment Maintenance, which takes into account the employee’s past experiences in determining the best machines to buy in the future and in designing new maintenance systems. The sixth is Education and Training, which involves equipping the machine operators with the knowledge of using machines efficiently. The seventh is Safety, Health, and Environment, which pays a high premium on the employees’ welfare and the ecological impact of the machines used. The eighth and last is Administrative Work, which refers to collating data from the previous pillars and disseminating them to employees as the basis for future action.
- Single-Minute Exchange of Die (SMED)
SMED is a system for significantly reducing the time required to complete equipment changeover. A pit stop, where racecars can refuel, replace their tires, and get cleaned in seconds, is perhaps the best example of SMED in action. While manufacturing MSMEs cannot match the speed at which pit stops operate, they can nevertheless adopt measures to dramatically decrease equipment downtimes. These measures include giving employees ready and easy access to the tools that they need to repair machines.
- Just-in-Time (JIT)
JIT is a system for limiting inventory by eliminating defects in production; maintaining good housekeeping; streamlining the movement of materials; and ensuring that goods are produced, delivered, or replaced as soon as they are consumed or demanded. Supermarkets are among the businesses that strictly adhere to JIT. Grocery clerks quickly replenish the food items on supermarket shelves as soon as a customer takes one of these items. One way for a manufacturing MSME to implement JIT in the workplace is to come up with a calendar of activities, which employees have to strictly observe.
- Pull system
A pull system is a manufacturing system in which production is based on actual demand, and information flows from market to management. A push system, in contrast, is one where production is based on a production plan and where information flows from management to the market, in the same direction in which the material flows. The advantages of a pull system include production precision, low inventory, waste reduction, and better communication with both the consumers and suppliers.
- Supplier involvement
Supplier involvement means getting the supplier on board with the company’s business objectives and demand for efficiency. Doing so ensures that the supplier can deliver the required raw materials on time and help the company find ways to simplify its production system. For instance, the furniture company in the earlier example could do away with all the cited expenses and inefficiencies if it outsourced pretreated wood from suppliers.
- Line Balancing
Line balancing is the strategy of matching the automated production time to the rate at which the consumers demand a product or service. If the production time and the demand rate is equal, then the line is perfectly balanced. If not, the manufacturer must look for the choke points in the assembly line and address them using the other aforementioned remedies.
Why do MFCA and LMS Matter?
The goal of MFCA and LMS is to maximize the amount of positive or salable products to be made from raw materials and minimize the quantity of the resulting wastes or negative products. A simple analogy for such a goal in everyday life is peeling an apple in a way that retains as much of the apple’s flesh as possible. With the right technique or with the use of precision tools, we can get the most out of the apple and reduce the volume of skin we remove. The beauty of MFCA and LMS is that it also allows us to think of innovative ways to convert waste into a more valuable product (e.g., apple cider).
The learning session ended with Mr. Manegdeg and Mr. Sumalabe giving the three following reasons why MSMEs in the manufacturing sector should adopt MFCA and LMS:
- They help companies enhance their internal and external sustainability performance by increasing/improving productivity and eliminating/reducing waste (non-value activities and negative impacts to environment).
- They allow organizations to understand their productivity efforts in monetary terms by dissecting each stage/process and to effectively define the source of waste.
- They can reduce costs, improve energy efficiency, and protect the environment (ex: by minimizing carbon foot print).
____________________________________________________________
Image sources:
Figure 1. PowerPoint presentation from the DAP-APO Workshop on Waste Management in Manufacturing SMEs through MFCA and Lean.
Figure 3. https://www.purdue.edu/leansixsigmaonline/blog/value-stream-mapping/
Disclaimer: The views expressed herein or in any article in the UP ISSI website are those of the authors and do not necessarily reflect the policies or opinions of UP ISSI nor the views of the University of the Philippines. Regarding Accuracy of Information and Usage of Data: Visitors and users of the UP ISSI website are advised that information contained within the website is assumed to be accurate. However, errors can occur even with computer-generated information. UP ISSI makes no representation regarding the completeness, accuracy, or timeliness of such information and data, or that such information and data will be error-free. Visitors are encouraged to review the official version of all documents on which they plan to rely on.